New 96-cubic-Inch 4-Valve Engine
A good engine should have quality
parts and reasonable tolerances for minimal break-in and maximum
longevity. Even when we get a kit engine to assemble, we get the parts
unfinished so that they can hold the tolerances that are needed for that
specific engine.
Accurate Engineering builds
motors right and when we decided to put a new mill together Berry Wardlaw
of Accurate Engineering in Dothan, Alabama, offered the use of his shop
and services.
We started off with a set of
Delkron engine cases. S&S 4 5/8 flywheels, rods, 3 5/8 cylinders, 1900
Series forged pistons with blank domes, an S&S oil pump. JIMS cobalt crank
pin, pinion and sprocket shafts. Also, lifters and lifter blocks, Hastings
rings, a Crane H-310-2 cam, and a set of American Quantum 4-valve heads
and stainless valves. James Gaskets were used throughout the engine.
All parts were fitted and
modified, cleaned, polished, and or coated. External parts were polished
or painted. Internal parts were coated with a dry-film, thermal dispersant
coating, which is used to shed oil and dissipate heat. A ceramic-barrier
coating and thermal-barrier coating were used to stop parts from absorbing
heat.
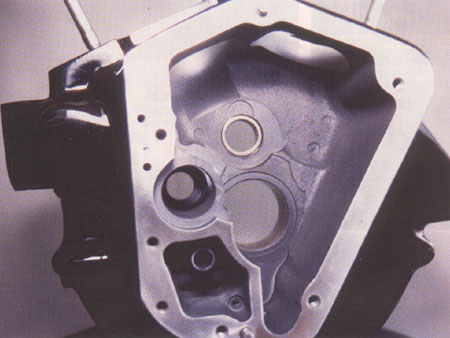
After all parts were modified,
cleaned and prepped, the assembly process began. A classic reason for
checking parts from different companies can be seen in this situation,
where we used S&S cylinders on a Delkron case. The oil return holes did
not line up properly. This was fixed by welding the existing hole,
remachining the deck and redrilling the new oil drain.
The sump plate was also built up and
strips welded to the sides and then remachined to follow the contour of
the crankcases. Further modifications we’re made to the drain plug
hole so that it would accept the NPT drain plug with the magnet from S&S.
The breather window was modified to meet the new recommendations from S&S,
as we were using their new rotary breather.
Because of shaft differences and using
JIMS shafts and S&S flywheels, the flywheels had to be machined to get the
right inset depth and proper clearance between the snap ring and the
bearing housing. Cylinder studs were chromoly installed to a height of
5.570 using a drop of red Locktite on the crankcase end. A Torrington
B-138 bearing was installed in the right case. S&S 1900 Series
forged pistons were clearanced at .0015 with blank domes. The domes were
then cut .070 below deck in the center of the piston and .035 above deck
on each end to provide proper squish. The gasket has dowel 0-rings built
into it. Valve reliefs followed the original instructions from Feuling.